Hydrogen sulfide breaks high-strength steel without warning. A pipe wall can crack suddenly, well below its rated yield strength, through a brittle mechanism rather than gradual wear. NACE MR0175 / ISO 15156 governs which materials may be used anywhere near that risk, and the standard stays deliberately conservative because this failure mode leaves no margin for error. This article explains what qualifies a service as sour, the H2S threshold that triggers the standard, the 22 HRC hardness rule and its exceptions, which alloy families pass, the tests behind every qualification claim, and how to write a purchase order that survives an audit. One quick note: NACE is now called AMPP, which stands for Association for Materials Protection and Performance. However, both names are still used on specifications and mill certificates today.
What Sour Service Means
A sour service means hydrogen sulfide levels are high enough to trigger sulfide stress cracking (SSC), hydrogen-induced cracking (HIC), or stepwise cracking. None of these behaves like ordinary corrosion. SSC strikes fast, at low applied stress, with no visible wall thinning to warn an inspector beforehand. A rupture in a sour line causes personnel injury, environmental release, and regulatory consequences. MR0175 prevents this risk by defining which alloys are allowed in sour service, the conditions they must meet, and the tests required for qualification. Operators sourcing corrosion-resistant alloys for these lines often specify Incoloy 825 pipe or Inconel 625 pipe alongside MR0175 approval, since both carry a wide qualification envelope under Part 3 of the standard. Many purchase orders also require a NORSOK certification alongside MR0175, since offshore Norwegian projects reference both frameworks for the same scope of work.
The H2S Partial Pressure Threshold
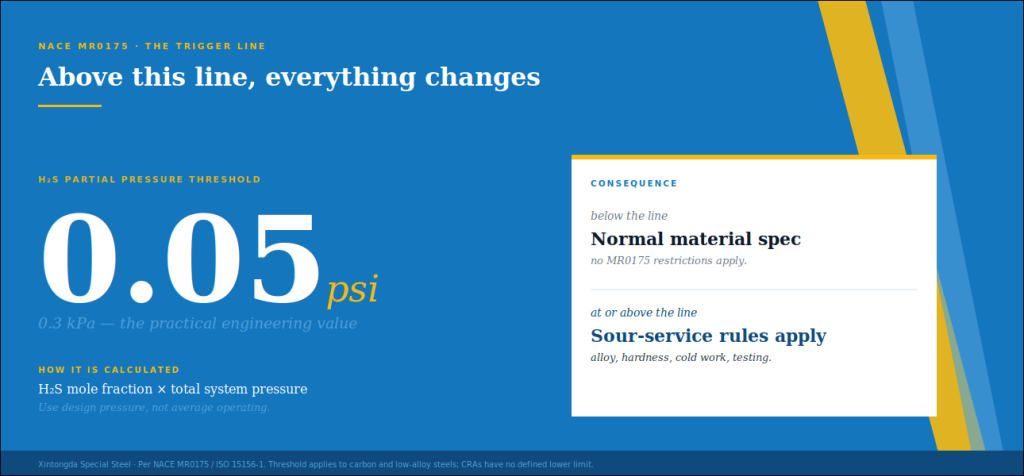
MR0175 takes effect once H2S partial pressure reaches 0.05 psi (0.34 kPa) or higher. The calculation multiplies H2S mole fraction by total system pressure, using design pressure rather than an average operating figure. A system running at 1,000 psi total pressure with 0.1 % H2S content produces a partial pressure of 1.0 psi, twenty times above the threshold. Above that line, the standard defines four severity zones (Zone 0, 1, 2, and 3) based on H2S partial pressure, in-situ pH, and chloride concentration together. Every alloy carries its own qualified condition against these zones; no material passes universally. Nickel alloys such as Alloy C276 pipe qualify across Zone 3, which is the most severe classification in the standard. This explains why nickel-based material appears so often on the harshest sour wells.
| Parameter | Threshold | Notes |
| H2S partial pressure | 0.05 psi (0.34 kPa) or higher | MR0175 governs above this point |
| Calculation method | H2S mole fraction × total system pressure | Use design pressure, not average |
| Severity zones | Zone 0, 1, 2, 3 | Set by H2S pressure, pH, chloride level |
| Above threshold | Material selection becomes restricted | Qualification rules are alloy-specific |
The 22 HRC Rule and Its Exceptions
Carbon and low-alloy steel must stay at or below 22 HRC, roughly equivalent to 237 HB and 248 to 250 HV under ASTM E140 conversion tables. Hardness above this level sharply increases susceptibility to sulfide stress cracking. Austenitic corrosion-resistant alloys qualify in the solution-annealed condition per the alloy-specific rows in Part 3. Duplex and super-duplex grades follow their own hardness tables, paired with a cold-work limit that typically sits at 5 % or less. Super-duplex grades like S32750 seamless pipe must also pass the ASTM A923 test for detrimental intermetallic phases before a mill can attach any MR0175 compliance claim, in addition to meeting the hardness ceiling. One detail causes more procurement failures than any other: the 22 HRC limit applies to every individual hardness reading taken on the test coupon, not to an averaged result. A single reading above the line fails the entire qualification.
| Material class | Hardness limit | Note |
| Carbon and low-alloy steel | 22 HRC maximum | Approximately 237 HB, 248-250 HV per ASTM E140 |
| Austenitic CRAs | Solution-annealed condition | Per Part 3 alloy-specific rows |
| Duplex / super-duplex CRAs | Per Part 3 tables | Cold work typically 5% or less |
| Nickel-based CRAs | Per Part 3 tables | Widest qualification envelope in the standard |
Which Alloy Families Qualify
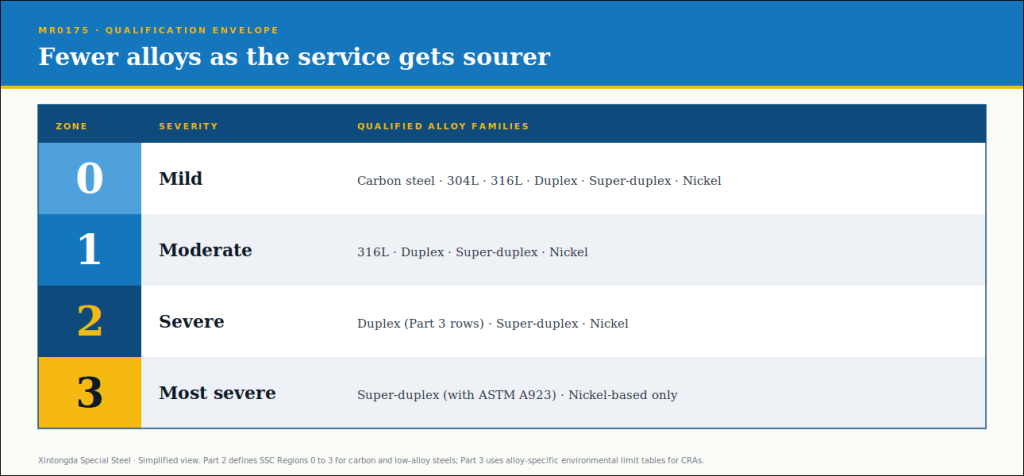
Austenitic stainless grades such as UNS S30403 and S31603 qualify in the solution-annealed condition within lower-severity zones. Duplex grades, including S31803 and S32205 reach a broader envelope once hardness, PREN, and cold-work conditions are all satisfied. Super-duplex grades extend further still into the severe zones, provided weld and cold-work restrictions plus A923 screening are met. Nickel-based alloys hold the widest qualification range in the entire standard. Martensitic grades such as S41000 and S42000 fall outside qualification by default, permitted only within a narrow, specifically tested window. A supplier’s claim that a grade is “NACE-compliant” should not be accepted unless the applicable material condition and service zone are clearly stated.
The Tests Behind the Standard
Four test methods support every qualification claim written into the standard. NACE TM0177 covers SSC testing through tensile, bent-beam, C-ring, and double cantilever beam methods. TM0284 handles HIC testing on plate and pipe products. TM0316 runs a four-point bend test specifically for corrosion-resistant alloys. The A923 screening method, referenced earlier for super-duplex grades, checks for detrimental phase formation that standard mechanical testing would otherwise miss. None of these methods substitutes for another. A mill that completes TM0177 while skipping A923 on a super-duplex heat has not actually finished qualifying that material for sour service.
Writing the Purchase Order
A sour-service purchase order needs six specific items to hold up under audit.
- It must cite the MR0175 / ISO 15156 reference with the applicable Part 3 table.
- State the required condition (usually solution annealed and water quenched)
- Specify a maximum HRC value that may run tighter than 22 for certain alloys.
- It should also define the cold-work limit
- Require the A923 method and results for super-duplex material
- Demand an EN 10204 Type 3.2 certificate carrying an explicit compliance statement.
| PO item | Required wording |
| Standard reference | Cite Part 3 with the applicable table |
| Condition | Solution annealed and water quenched |
| Hardness | State the maximum HRC explicitly |
| Cold work | Typically 5% or less for duplex |
| Super-duplex | A923 Method A, B, or C results required |
| Certificate | EN 10204 3.2 with compliance statement |
Common Procurement Mistakes
These recurring errors on sour-service purchase orders account for most material rejections and field failures reported by buyers.
- Buyers often specify NACE 316L material without confirming the solution-anneal condition on the mill certificate before shipment.
- Fabricators install cold-bent duplex tubing without a post-bend hardness check, missing localized hardness increases that bending introduces.
- Procurement teams assume Alloy 718 qualifies under NACE in any condition, when it actually requires aging to a defined hardness window.
- Welded duplex joints reach the site without an ASTM A923 test retest, despite welding altering the alloy’s original microstructure.
- Mills substitute S32760 for S32750 seamless pipe without rechecking the project MDS against the substituted grade’s qualification data.
- Some mill certificates state compliance with NACE MR0175 without naming a condition or zone, and buyers should reject these on sight.
Conclusion
MR0175 compliance functions as a chain built from alloy selection, condition, hardness, cold work, testing, and certification, and it holds only as well as the purchase order that specifies every link. Request sour-service duplex or nickel-alloy seamless pipe backed by EN 10204 3.2 certificates showing hardness data, A923 results, and a clear NACE MR0175 compliance statement. Xintongda Special Steel manufactures sour-service qualified grades at its mill in Songyang, Zhejiang.